偐傫偽傫曽幃乮僩儓僞惗嶻曽幃乯偺棤榖
偐傫偽傫曽幃偲巹
-
徍榓俁俋擭丄巹偼僩儓僞偺乽惗嶻娗棟晹晹昳娗棟壽乿偵堎摦偟傑偟偨丄偐傫偽傫偺嶻傒偺恊乽戝栰懴堦乿偝傫偑杮幮岺応挿偱偟偨丄
傑偩乽偐傫偽傫曽幃乿偑嶻惡傪偁偘偨崰偱偡丅
嫵壢彂偼傕偪傠傫婇夋彂傕側偔丄戝栰偝傫偺巚憐偺傕偲偱丄懡偔偺恖偨偪偑抦宐傪弌偟丄尰抧尰暔偱嶌傝忋偘偨惗嶻曽幃偱偡丅
僩儓僞幮撪偱傕乽偐傫偽傫帠椺廤乿偲偄偆僞僀僩儖偱丄偼偠傔偰彂暔偵惍棟偟偨偺偼丄徍榓係俆擭偱偡丅
巹傕乽奜拲晹昳偺挷払乿偲偄偆暘栰偱嶲壛偱偒偨帠偼岾偣偱偟偨丅
崱偼悽奅偵晛媦偟丄懡偔偺挊彂傕弌偰偄傑偡偺偱丄偙偙偵偼棤榖傪庡懱偵徯夘偟傑偡丅
娕斅丄僇儞僶儞丄偐傫偽傫
- 乽偐傫偽傫乿偲暯壖柤偱彂偔偺偑惓偟偄彂偒曽偱偡丄
偙傟偼奜棃岅偱偼側偄偺偱曅壖柤偱彂偔偺偼娫堘偄偰偡偟丄 扨側傞昞帵暔偱偼側偄偺偱娍帤偺堄枴偵偁偄傑偣傫丄
僩儓僞偑惗傒弌偟偨丄惗嶻僔僗僥儉偺憤徧側偺偱暯壖柤偱彂偔偺偱偡丅
僗乕僷乕儅乕働僢僩曽幃
- 乽偐傫偽傫曽幃乿偼丄巒傔偺崰偼乽僗乕僷乕儅乕働僢僩曽幃乿偲屇偽傟偰偄傑偟偨丄
偙傟偼傾儊儕僇帇嶡偱僗乕僷乕儅乕働僢僩傪尒偰丄偦傟傪僸儞僩偵岺晇偟偰偄偭偨偐傜偱偡丅
乽昁梫側偲偒偵丄昁梫側傕偺傪丄昁梫側偩偗丄屻岺掱偑慜岺掱偵庢傝偵峴偔乿丄 乽慜岺掱偼堷偐傟偨暔傪昁梫嵟彫尷丄惗嶻偟偰曗廩偟偰偍偔乿 偲偄偆戝尨懃偼丄偙偺屇傃柤偺曽偑傛偔棟夝偱偒傞偲巚偄傑偡丅
俽俢曽幃
- 幮撪偱妋棫偟偨乽偐傫偽傫曽幃乿傪巇擖愭偐傜偺晹昳挷払偵揥奐偡傞偵偁偨偭偰丄
乽偐傫偽傫偱偼揇廘偄乿偲戝妛弌偺庒偄楢拞偑庡挘偟乽俽倷値們倛倰倧値倝倱倕倓丂俢倕倢倝倴倕倰倷乿偺摢暥帤傪偮偗偰乽俽俢曽幃乿偲柤晅偗偰丄愢柧夛傪峴偄傑偟偨丄
偐傫偽傫偺僩儓僞偱偺挔昜搊榐偼乽俽俢僇乕僪乿偲側偭偰偄傑偟偨丅 崱偼崙嵺岅偵側偭偰偄傞偙偲傪巚偆偲丄塕偺傛偆側杮摉偺榖
攚斣崋
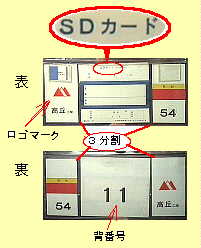
- 乽偐傫偽傫乿偵偼丄昳斣傗昳柤丄敔庬傗廂梕悢丄慜岺掱傗屻岺掱摍偺忣曬偺懠偵丄戝偒偔惍棟斣崋偑彂偐傟偰偄傑偡丄
昞偵彂偐傟偰偄傑偡偑乽攚斣崋乿偲屇偽傟偰偄傑偡丅
乽惍棟斣崋偑側偄偲丄懡検側偐傫偽傫偺巇暘偗嶌嬈偑戝曄偩両両乿
乽偐傫偽傫偼昳暔偺婄偩丄柍娭學側斣崋偑堦恖曕偒偡傞傛偆偵側傝丄杮幙傪朰傟傞両両乿
偦傫側媍榑偺枛丄棤懁偵彂偔偺側傜椙偐傠偆偲嫋偝傟偨偨傔偱偡丄
偄傑偼棤柺傪巇擖愭偑巊偆條偵側偭偨偺偱丄昞偵彂偐傟偰偄傑偡丅
儘僑儅乕僋偲俁暘妱偐傫偽傫
- 偐傫偽傫偵偼丄巇擖愭偺幮復偑報嶞偝傟偰偄傑偡丄
偙傟偼恖娫偺巇暘偗儈僗傪杊偖岺晇偲偟偰暥帤傛傝傕僀儊乕僕偺曽偑妋偐偱堦栚偱敾暿偱偒傞偐傜偱偡丅
僐儞僺儏乕僞偑僀儊乕僕側傫偐張棟偱偒側偐偭偨崰偱偡偺偱丄偐傫偽傫偼庤嶌傝偱偟偨偑丄
幮復偼暥帤偺傛偆偵庤彂偒偼娙扨偵偼偱偒傑偣傫偟 慜岺掱偲屻岺掱偺慻傒崌傢偣偼朿戝偱帠慜偵報嶞偟偰弨旛偡傞偺傕崲擄偱偡丅
偦偙偱丄梡巻傪俁暘妱偟巇擖愭偺幮復丄晹昳忣曬婰擖晹暘丄庴偗擖傟偺怓暿丄偦傟偧傟傪暿乆偵報嶞偟偰偍偒丄偐傫偽傫働乕僗傪俁偮偺戃偱宍惉偟慻傒崌傢偣偰嵎偟崬傓偙偲偵偟偰夝寛偟傑偟偨丅
屻岺掱堷偒偺婲尮
- 偐傫偽傫曽幃埲慜偺僩儓僞杮幮岺応偱偺榖丄
慜岺掱偲屻岺掱傪擇恖偺廳栶偑暘扴偟偰扴摉偟偰偄傑偟偨丄
偁傞擔屻岺掱偺廳栶偑
乽惗嶻偑寁夋捠傝偱偒側偔偰丄晹昳偺抲偒応偑側偄丄 埆偄偗偳慜岺掱偵抲偄偨傑傑偵偟偰偍偄偰偔傟側偄偐丄 捛偄偮偄偨傜偙偪傜偐傜庢傝偵峴偔偐傜乿 寁夋捠傝惗嶻偟偰嫙媼偟偰偄偨慜岺掱偺廳栶偵棅傒偵棃偨丅
乽偙傟偑丄斵偑丄偐傫偽傫曽幃傪峫埬偡傞敪抂偵側偭偨偺偱偼側偄偐乿偲
慜岺掱偺廳栶偩偭偨恖偑夰屆偟偰偄偨偦偆偱偡丅
僀儞僞儔僀僞乕偱俆戜偺傒巜帵
- 幵椉偺慻棫偰傗僄儞僕儞側偳偺慻傒晅偗儔僀儞傊偺惗嶻巜帵偼
僀儞僞儔僀僞乕偲尵偆捠怣婡婍偑巊傢傟偰偄傑偟偨
僇乕儃儞傪僒儞僪僀僢僠偟偨巻僥乕僾偵墧昅偱乽師偼壗傪嶌傟乿偲彂偒 揹棳偺棳傟傞恓傪憱嵏偝偣偰怣崋偵偟偰憲傝 庴怣懁偱偼偦偺揹棳偱巻傪從偒徟偑偟暥帤傪嵞尰偡傞丄摉帪偱偼夋婜揑側僀儊乕僕揹憲憰抲偱偡丅
偙偺憰抲傪巊偄俆戜姰惉偡傞偲師偺俆戜傪巜帵偡傞丄寛偟偰梋暘側 忣曬偼尒偣側偄丄忣曬偺僕儍僗僩丒僀儞丒僞僀儉傪揙掙偟偰偄傑偟偨丅
懡偔偺庬椶偺晹昳傪巊偆偺偱偡偐傜丄偡傋偰寁夋捠傝弴挷偵偲偼偄偐側偄丄 弌偟偰偟傑偭偨忣曬偼掶惓偟傛偆偲偡傞偲乽揹曬僎乕儉乿偲摨偠偱丄扤偐偑娫堘偊傞 弌偝側偄偱偍偗偽丄掶惓偼偄傜側偄両両
寁夋偵懳偟偰偺抶傟恑傒偼亄亅俆戜傑偱
- 幵椉偺嵟廔慻棫偰儔僀儞偺擔乆偺惗嶻偑寁夋偵懳偟偰曄摦乮儉儔乯傪婲偙偡偲丄慜岺掱偼偦傟偑憹暆偟偰揱傢傝丄儉僟傗儉儕偑敪惗偡傞丅
偦偙偱丄嵟廔慻傒棫偰儔僀儞偺偦偺擔偺惗嶻偼丄寁夋偵懳偟偰亄亅俆戜偵昁偢丄廂傔傞傛偆僐儞僩儘乕儖偝傟傞丅
偦偺曽朄偼丄抶傟偨傜丄弌偒傞傑偱巆嬈傪偡傞偟丄憗偔弌棃偰偟傑偭偨傜丄儔僀儞傪巭傔偰掕帪傑偱憒彍傪偡傞丄偲偄偆扨弮側曽朄偱偁傞丅丅 摉帪丄憤慻傒棫偰儔僀儞偺巆嬈偼侾侽暘扨埵偱擣傔傜傟偰偄偨偺偱怱攝偡傞傎偳偺帪娫儘僗偼敪惗偟側偐偭偨丅
偦偆偼偄偭偰傕丄戝偒側僩儔僽儖偑敪惗偟偨応崌丄懡巆嬈傪嫮偄傞偙偲偼弌棃側偄丅 偙偆偄偆応崌偼丄抶傟戜悢傪寧枛傑偱偺擔悢偱嬒摍偵偽傜偟偰丄擔乆偺寁夋偵忋愊傒偟偰斠夞偡傞丅 寛偟偰媫偄偱斠夞偼偟傑偣傫丅嵟廔儔僀儞偑埨掕偟偨惗嶻傪宲懕偟偰丄弶傔偰偐傫偽傫曽幃偵傛傞惗嶻妶摦偑壜擻側偺偱偡丅
仏亄亅曽幃
- 偐傫偽傫曽幃偲尵偊偳傕丄屄乆偺晹昳偺昁梫悢偼寁嶼偟撪帵偟偰恖傗愝旛傗嵽椏傪弨旛偟偰偍偐側偗傟偽塣梡偱偒側偄丅
幵偺峔惉晹昳偼朿戝側庬椶偑偁傞忋丄桝弌愭偺奼戝偱幵偺庬椶傕偳傫偳傫憹壛偟偰偒偨丅
揹嶼婡偱寁嶼偡傞儅僗僞乕偼晹昳扨埵偵巊偆幵傪儅乕僋偡傞曽幃偱偟偨偑丄 幵庬偑捛壛偝傟傞偨傃偵儊儞僥僫儞僗偟側偗傟偽側傜偢丄儅僗僞乕廋惓偑偮偄偰偄偗偢丄 寁嶼偝傟偨揹嶼儕僗僩傪奺扴摉幰偵攝晍偟丄 掶惓偟偨傕偺傪傑偨巇擖愭暿偵暘椶偟偰攝晍偟偰偄傑偟偨丅
扴摉幰偺戜挔傪尒傞偲乽僋儔僂儞偵巊偆丄偨偩偟嵍僴儞僪儖偼彍偔乿偲尵偆傛偆偵彂偄偰偁傝傑偟偨丅
偙傟側傜僄儞僕儞偺戝偒偄幵偑憹偊偰傕掶惓偟側偔偰傛偄丅
恖偑撉傔傞儅僗僞乕偱揹嶼婡偑寁嶼偱偒傞傛偆偵岺晇偟偨偙偲偵傛傝埲崀丄儕僗僩偼扴摉幰傪宱桼偣偢丄捈愙巇擖愭偵攝晍偝傟傞傛偆偵側傝傑偟偨丅
偐傫偽傫枃悢寁嶼斦
- 偐傫偽傫曽幃偼丄偐傫偽傫枃悢偑柦偱偡丅
偙偺偐傫偽傫枃悢偺寁嶼偼摉帪僜儘僶儞偐僞僀僈乕寁嶼婡傪巊偭偰恖庤偱峴偭偰偄傑偟偨丅
擔摉偨傝昁梫枃悢偲偐傫偽傫夞廂帪娫乣巇擖愭擺擖帪娫偺偢傟偑曄悢偺寁嶼偱偡丅
偐傫偽傫壔偺奼戝偱偙偺寁嶼偵懡偔偺帪娫偑偐偐傞傛偆偵側傝傑偟偨丅
偙傟傪丄寁嶼広偺儊儌儕傪俀枃偺墌斦忋偵揮幨偟丄擔摉偨傝昁梫枃悢偲擺擖帪娫傪崌傢偣傞偩偗偱丄摎偊偑摼傜傟傞摴嬶傪岺晇偟偰夝寛偟偨偺偱偡丅
僀儞僼儗偐傫偽傫戅帯
- 乽晹昳偑娫偵崌傢側偄偺偼丄偳偆傕丄偐傫偽傫偑暣幐偟偨傜偟偄丠丄庢傝偁偊偢侾枃憹傗偟偰偍偙偆両乿
偲偐丄偐傫偽傫偺憹壛偼帠慜偵弨旛偱偒傞偑丄尭彮偼偐傫偽傫偑奜傟偨帪偵丄傗傜側偗傟偽側傜偢丄楻傟偑偪
偙偆備偆偙偲偑廳側傝丄偐傫偽傫偼巜帵枃悢傛傝懡偔側傝嵼屔偑憹偊傞偙偲偑懡乆偁傝傑偡偑丄
摦偄偰偄傞偐傫偽傫傪悢偊傞偙偲偑偱偒側偄丅
偦偙偱丄偐傫偽傫偵僶乕僐乕僪偺堦楢斣崋傪偄傟丄嬻偒偐傫偽傫傪巇擖愭偑帩偪婣傞偲偒偵撉傑偣丄
僀儞僼儗暘偼挼偹弌偡僷僜僐儞僔僗僥儉傪嶌傝夝寛偟傑偟偨丅
帺庡尋偺婲尮
- 偐傫偽傫曽幃晹壽挿帺庡尋媶夛偑岅尮偱偡丅
杮幮岺応偲忋嫿岺応偺晹壽挿偑帺庡揑偵廤傑傝丄僠乕儉傪慻傫偱僥乕儅偺岺掱傪夵慞偡傞尋媶夛偱偡丅
巹偼傑偩堦扴摉幰偱偟偨偑帠柋嬊偲偟偰偼偠傔偰嶲壛偟偰姶摦偟傑偟偨丅
拻暔偺僶儕庢傝傪懡戜帩偪偟偰丄搉傝曕偄偰峴偭偰偄傞岺掱偺夵慞偱
乽偙偺僶儕庢傝婡偺儚乕僋傪慜偺僶儕庢傝婡偺屻傠傊帩偭偰偄偗乿
乽偪傚偆偳庢傝傗偡偄埵抲偵偁傞偺偵側偤偁傫側墦偔傊堏偡傫偩傠偆丠乿偲巚偭偰偄傞偲
乽慜偺婡夿偑廔傢偭偨傜丄師偺婡夿梡偺儚乕僋傪帩偭偰曕偄偰偔傟偽丄曕偒側偑傜庤偼庢傝晅偗傗偡偄條偵帩偪懼偊丄偡偖師偺婡夿偵僙僢僩偱偒傞乿
乽偦傟傪捈慜偵抲偄偰偍偔偲棫偪巭傑傝帩偪懼偊摍乆帪娫傪楺旓偡傞乿偲偄偆偺偱偡丅
偙傟偩偗偱俁侽亾傕惗嶻惈偑傾僢僾偟傑偟偨丅
晹壽挿帺傜尰抧尰暔偱夵慞傪偡傞丄偙傟傜偑廤傑偭偰偐傫偽傫曽幃傪廩幚偝偣偰偄偒傑偟偨丅
楯摥嫮壔
- 偐傫偽傫曽幃偵偼丄偄傠偄傠側摨壒堎岅偺娍帤傪偁偰偰柤晅偗偨傕偺偑懡偔偁傝傑偡丅
帺摦壔乛帺摥壔丄徣恖壔乛彮恖壔丄壱摥棪乛壜摦棪丄摍偼桳柤偱偡丅
偁傞楯巊岎徛偺惾忋偱丄慻崌懁偐傜丄乽塃庤丄嵍庤偺摦偒傑偱婯惂偟楯摥嫮壔偩乿偲偄偆敪尵傪庴偗偰
戝栰偝傫濰偔乽慻崌偺尵偆偺偼丄偗傕偺曅偵摦偔偲尵偆帤偺偙偲丄巹偼恖曅偵摦偔偲尵偆帤偺條偵夵慞傪恑傔偰偄傞乿
摦偔帠偼丄僄僱儖僊乕傪徚旓偟傑偡丄偦傟傪憹傗偣偽妋偐偵楯摥嫮壔偩偑丄摥偔偲尵偆偺偼壱偖偙偲偩丄摦偒傪彮側偔丄壱偓偼懡偔丄偙傟偑夵慞偩両
僄僱儖僊乕傪憹壛偝偣傞條側偙偲偼偝偣偰偄側偄偟丄 帤偺傛偆偵乽摥偒亖壱偓乿偺嫮壔側傜崱屻傕傗偭偰峴偔丅 慻崌偼僉僣僱偵漇傑傟偨姶偠偱偙偺媍榑偼廔傢偭偨丅
侾侽侽亾擺擖曽幃
- 堦敔偵堦枃偯偮晅偗傜傟偨乽偐傫偽傫乿偼巊偄巒傔偵敔偐傜奜偝傟丄偦傟偍廤傔偰丄巇擖愭偑擺昳偵棃偨偲偒偵丄師夞偺擺擖暘偲偟偰搉偟拲暥偲偟傑偡丅
拲暥偵偼帠柋堳偼堦愗娭梌偟側偄偺偱偡丅
偙偙偱栤戣偵側偭偨偺偼丄妋幚偵拲暥偟偨偩偗丄擺擖偝傟偨偐傪娗棟偡傞曽朄偱偡丅
偦偙偱丄拲暥帪偵乽擺昳彂乿偲乽専廂彂乿傕嶌偭偰搉偡偙偲偵偟傑偟偨丅
偦偟偰丄巇擖愭偑晹昳偑晄懌偟偨応崌偱傕丄揱昜偺屄悢偺掶惓偼嫋偝偡丄侾侽侽亾姰擺偡傞傑偱揱昜偼曐棷偟丄庴擖応偵揥帵偟偰偍偒丄姰擺偝傟偨傜偼偠傔偰張棟傪偡傞丄 偲偄偆曽朄偱夝寛偟傑偟偨丅
偙偺偙偲偱枹擺昳偺栚偱尒傞娗棟傕偱偒丄揱昜張棟偺娙慺壔傕偱偒傑偟偨丅
柍専嵏庴擖傟
- 偐傫偽傫曽幃偱偼梋暘側嵼屔偼偁傝傑偣傫丅
擺擖偝傟偨暔傪専嵏偟偰晄椙昳傪尒偮偗偰傕庤抶傟偱丄儔僀儞傪巭傔傞偙偲偵側傝傑偡丅
偦偙偱丄擺擖愭偑昳幙偺曐徹丄擺擖屄悢偺曐徹傪偡傞偲偄偆丄惈慞愢偵棫偭偰専嵏側偟偱丄晹昳偺庴擖傪偡傞偙偲偵偟傑偟偨丅
偐傫偽傫擺擖傪揔梡偡傞丄巇擖愭偼丄偦偺懱惂偑惍旛偝傟偨巇擖愭偐傜巒傔傑偟偨丅
寢壥偲偟偰丄偙偺偙偲偑乽僩儓僞偺儔僀儞傪巭傔偨傜戝曄偩乿偲偄偆堄幆傪捠偠偰丄巇擖愭偺昳幙曐徹懱惂嫮壔偺尨摦椡偵側偭偨偲巚偄傑偡 崱偱偼僩儓僞偵庴擖専嵏偼偁傝傑偣傫丅
岺応挿幒偺暻揚嫀
- 嵟嬤丄僩僢僾偵昳幙忣曬偑撏偐偢丄婇嬈懚朣偺婋婡偵憳嬾偟偰偄傞帠椺偑懡偄偱偡偑丅
摉帪杮幮岺応挿偩偭偨戝栰偝傫偼丄帺暘偺晹壆傪岺応偺僐儞僩儘乕儖幒偺椬傝偺夛媍幒偵堏偟丄 偟偐傕僐儞僩儘乕儖幒偲偺娫偺暻傪揚嫀偝偣丄 僐儞僩儘乕儖儅儞偲尰応偺惗乆偟偄僀儞僞乕儂儞偵傛傞夛榖偑忢帪暦偗傞傛偆偵偟偰丄 栤戣偲巚偊偽偡偖尰応偵偱傜傟丄尰抧尰暔偱帠幚偺攃埇傪偝傟偰偄傑偟偨丅
乽尰抧丄尰暔乿偼崱偱傕僩儓僞惗嶻曽幃偺婎杮偱偡丅
岺応挿偲晹挿偼偳偪傜偑執偄両
- 偁傞帪丄巹偑戝庤揹婥儊乕僇乕偺岺応尒妛偵弌妡偗偨偲偒偺榖偟
乽傛偆偙偦偄傜偭偟傖偄傑偟偨丄岺応挿偺仜仜偱偡丄杮棃側傜偽晹挿偑偛埬撪偡傞偺偑嬝偱偡偑丄 廳梫側夛媍偲廳側偭偰偄偰杮幮偵峴偭偰偭偰偄傑偡偺偱丄栶晄懌偱偡偑岺応挿偺巹偑曄偭偰丏丏丏乿
僩儓僞偺巹偨偪偼丄偦偺垾嶢偑傛偔棟夝偱偒傑偣傫偱偟偨丅
側偤側傜僩儓僞偱偼岺応挿偼晹挿傛傝忋栶側偺偱偡丅
尰応傪廳帇偡傞僩儓僞偺巔惃傪嵞擣幆偟偨偺偱偟偨丅
娗棟晹栧偼幮挿亅婡擻栶堳亅晹挿亅壽挿丄岺応偼幮挿亅岺応挿乮栶堳乯亅晹挿亅壽挿偺彉楍偱偟偨丅
娵傪昤偄偰棫偭偰偄傠両
- 尰応偺娔撀幰偑戝栰偝傫乽偙偙偵娵傪昤偄偰棫偭偰偄傠両乿偲幎傜傟傞偙偲偑傛偔偁偭偨丅
妛峑偱乽楲壓偵棫偭偰偄傠両乿偲愭惗偵幎傜傟傞偺偵帡偰偄傑偡偑丄栚揑偼傑偭偨偔堘偄傑偡丅
愭惗偼丄嫵幒撪偐傜攔彍偡傞偺偑栚揑偱偡偑丄尰応偺娔撀幰偺応崌偼摦偐偢偵丄偦偺埵抲偱娤嶡傪懕偗傞偙偲偵傛傝 栤戣揰丒夵慞揰偑尒偊偰偔傞偺傪慱偭偨傕偺偱偡丅
乽側偤丒側偤丒側偤丒側偤丒側偤乿偲俆夞孈傝壓偘傠両丄偲偄傢傟傞偑丄偦偺偨傔偺娤嶡庤朄側偺偱偁傞丅
棫偪婘
- 尰応偵偼丄堉巕偵嵗偭偰彂偒暔傪偡傞婘偑側偄丅
惗嶻偺婰榐丒昳幙偺婰榐丒嬑懹偺婰榐側偳側偳丄尰応偺娔撀幰偑彂偐側偗傟偽側傜側偄彂椶傗挔昜偼寢峔懡偄偑丄 偦傟傜偺彂椶偼丄棫偭偨傑傑彂偒暔偑偱偒傞棫偪婘偱彂偔偺偱偡丅 偡偖丄儔僀儞偐傜偺屇傃弌偟偵懳墳偱偒傞傛偆偵丅
幚巤嵪傒採埬
- 尰応偺嶌嬈幰偐傜偺夵慞採埬惂搙傪愝偗偰偄傞婇嬈偼懡偄偑僩儓僞偺摿挜偼
幚巤嵪傒採埬偑尨懃側偺偱偁傞丅傾僀僨傾傪幚巤偵堏偡搘椡傕偟偰偙偦壙抣偑偁傞偺偱偁傞丅
乽愵晽婡偺愝抲屄強偵偮偄偰枅寧採埬偑偁傝丄堦擭偨偭偨傜尦偺埵抲栠偭偰偄偨乿偲偄偆榖偑偁傞偑 丄惗嶻検偺曄壔偵崌傢偣偨儗僀傾僂僩偑枅寧峴傢傟丄婥壏丒晽岦偒偲偄偆娐嫬偵傕嵟揔側埵抲偵偄偮傕抲偐傟偰偄偨偲尒傞傋偒偩偲巚偆丅
傕偪傠傫岠壥偺戝偒偄夵慞傕懡偔丄擭娫徿嬥憤妟偑侾侽侽枩墌傪忋夞傞嶌嬈幰傕彮側偔側偄丅
僩儓僞僇儗儞僟乕
- 堦斒偺僇儗儞僟乕偲僩儓僞偺僇儗儞僟乕偼梛擔偺攝楍偑堘偄傑偡丅
偟偐傕丄廡拞偵廽嵳擔偑偁傞応崌偼怳傝懼偊偰挿婜媥壣偵偟傑偡丅堦斒偺僇儗儞僟乕 擔 寧 壩 悈 栘 嬥 搚 丂丂 僩儓僞偺僇儗儞僟乕 寧 壩 悈 栘 嬥 搚 擔
乽俆擔壱摦丄俀擔媥傒乿傪僒僀僋儕僢僋偵孞傝曉偟偰丄廡扨埵偵尒偰傕暯弨壔傪幚尰偟偰偄傑偡丅
偙偺僇儗儞僟乕偺宍幃偼侾俋俇侽擭戙丄楯摥慻崌偑廡媥俀擔偺庢傝慻傒偵偁偨偭偰嶌偭偨宍幃偱偡丅
椪帪偐傫偽傫偺敪峴
-
偐傫偽傫曽幃偼丄僒僀僋儕僢僋偵憖嬈偟偰偄傞岺掱偱側偄偲偮側偑傜側偄丅
摿偵巇擖愭偲丄廡偛偲偺擔悢偑僠僌僴僌偵側偭偰偼丄偐傫偽傫偑惓忢偵夞揮偟側偄丅
椪帪弌嬑側偳偱巊偆検偼丄巊偄幪偰偺椪帪偐傫偽傫傪敪峴偟偰丄帠慜偵暘妱偟偰丄擔乆彮偟偢偮敪峴偟偰拁偊丄巊偭偨傜偐傫偽傫傪攋婞偟傑偟偨丅
崅搙惉挿婜偵擖傞偲丄幵庬傗岺掱偵傛傝丄惗嶻偑娫偵崌傢偢媥擔弌嬑偟偰惗嶻偡傞強偑偑懡側傝丄椪帪偐傫偽傫嶌傝偑戝曄偵側傝傑偟偨丅
偙傟傪忔傝愗偭偨偺偑丄摉帪偺僷僜僐儞偱 僌儔僼傿僢僋僉儍儔僋僞乕偱暥帤傪報嶞偟偨傝丄價僢僩僀儊乕僕偱僶乕僐乕僪傪報嶞偟偨傝丄愱栧晹彁偱側偔庯枴偱妎偊偨俛俙俽俬俠僾儘僌儔儉偺棤媄揑妶梡偱偟偨丅 暯擔扞壍偟丄敔悢扞壍丄堦棗尰昳昜
-
偐傫偽傫曽幃偼丄扞壍偵斾椶側偄埿椡傪敪偡傞丅
悽娫偵偼乽扞壍偺偨傔媥傑偣偰偄偨偩偒傑偡丅乿偲偄偆偲偙傠傕懡偄偑丄僩儓僞偱偼壱摥擔偺捈娫乮拫嬑柋偑廔傢偭偰丄栭嬑柋偑巒傑傞傑偱偺帪娫乯偱扞壍偺幚姩乮悢検傪悢偊偰丄扞壍尰昳昞偵婰擖偡傞乯傪姰椆偟傑偡丅
尰昳昜偼扞扨埵偵扞斣崋弴偵堦棗昞偱弨旛偝傟丄悢偊傞偺偼敔悢偲抂悢偱丄婰擖傕偦偺傑傑丄恖偵屄悢姺嶼側偳偝偣側偄丅 扞壍偟偱丄堦斣懡偄儈僗偼丄僇僂儞僩楻傟偱傕悢偊娫堘偄偱傕側偄丄乽屄悢亊廂梕悢亄抂悢乿偺寁嶼儈僗側偺偱丄偦偺嶌嬈偼僐儞僺儏乕僞乕偺巇帠偵偟偰偄傞偺偱偡丅
偙傟偑弌棃傞偺偼丄忢帪偐傫偽傫捠傝偵晹昳偑棳摦偟曐娗偝傟偄傞偺偱丄扞壍偩偐傜偲偄偭偰夵傔偰惍棟偟偨傝丄挷嵏偟偨傝偡傞昁梫偑側偄偐傜偱偡丅
捛壛棙夞傝
- 夵慞傪幚尰偡傞偨傔偵丄夵慞斍偲偄偆慻怐偑偁傝丄岺嶌偺昁梫側夵慞偼偙偙偵峔憐傪愢柧偟偰棅傔偽弌棃忋偑傞偟丄夵慞摴応偲偄偆応強偺摴嬶柤愝旛傪巊偭偰丄帺暘偱嶌傞偙偲傕偱偒傞丅
偄偪偄偪梊嶼娗棟傗丄岠壥應掕側偳偼偝傟偰偄側偄偺偱妶敪偵夵慞偑恑傓丅
偨偩丄奜偵敪拲偟側偗傟偽側傜側偄丄戝偒側夵慞偼梊嶼娗棟偺懳徾偵側傞丅
怽惪偼栚揑侾審偵懳偟偰丄庤抜傪俁埬峫偊丄偦傟偧傟搳帒妟偲岠壥妟傪尒愊傝丄屻偄偔傜捛壛偡傞偲丄岠壥妟偑偄偔傜捛壛偱偒傞丄偲偄偆傛偆偵採弌偝偣傑偡丅
偳偺埬審偵梊嶼傪偮偗傞偐偼丄庤抜傪捛壛偟偨搳帒妟偲捛壛偱偒傞岠壥妟偵傛傞捛壛棙夞傝偺崅偄弴偵偡傋偰偺庤抜傪暲傋丄梊嶼嬥妟偺斖埻傑偱擣傔傞偲偄偆曽幃偱偡丅 挬巗
- 尰応偑丄壛岺儈僗側偳偺晄椙昳傪嶌偭偰傕丄偲偑傔偨傝丄懝幐尨壙偵壛嶼偟偨傝偼偟傑偣傫丅
壛岺晄椙昳偼丄枅擔丄挬巗偲屇偽傟傞怑応偺揥帵応偵揥帵偟偰丄傒傫側偱尨場偺夝柧傗嵞敪杊巭偺抦宐傪偩偡嫵嵽偵偝傟傑偡丅
晄椙昳傪偲偑傔偨傝丄懝幐尨壙偵壛嶼偟偰怑応昡壙偵巊偭偨傝偡傞偲丄晄椙昳偑塀偝傟偨傝丄傑偓傟偰巊偭偰偟傑偭偨傝偝傟側偄偲傕尷傞傑偣傫丅
晄嬶崌偺奼戝傪憗婜偵嫵偊偰偔傟偨両丄偲偄偆巔惃偱庢傝埖偭偰偄傞偺偱偡丅 儕僼儗僢僔儏妶摦
- 杮幮岺応偑憖嬈俇侽廃擭傪寎偊偨偙傠偺尰応偼丄婡夿偼桘偵傑傒傟偨丄彴偼旘嶶偟偨愗嶍桘傪庴偗傞僆僀儖僷儞偱暍傢傟丄暻偼桘墝偱崟偢傫偱偄偨丅 乽偙傟偑抝偺怑応両乿偲夁偛偟偰偄偨偑丄幚偼偙偺忬懺偼丄栤戣揰傪暍偄塀偟夵慞傪掆懾偝偣傞尦嫢偰偁傞偲擣幆傪曄偊丄乽俁擭娫偱慡幮侾丄傃偭偔傝偡傞偔傜偄偒傟偄側岺応偵偡傞乿偲偄偆僗儘乕僈儞傪宖偘偰儕僼儗僢僔儏妶摦傪揥奐偟偨丅 彴偺僆僀儖僷儞偼揚嫀偟丄愝旛偺壓偵僟儞儃乕儖傪晘偄偰丄桘偺幋偑棊偪側偄偐揰専偟偰崌奿徹傪揬偭偰偄偭偨傝丄 愻忩傗儁儞僉揾傝偵偼僇僢僾傔傫偺嬻偒梕婍偑戝妶桇偟偨傝傕偟偨丅嵟悢擭丄戝偒偄栤戣偺巆偟偨怑応偐傜弴偵丄晹挿僋儔僗丄壽挿僋儔僗偲忋埵偐傜弴偵扴摉晹彁傪妱傝晅偗偰愑擟傪帩偭偰夵慞偝偣偨丅
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|